░┤€€J(r¿¿n)B/T4730-2005íÂ│ðë║ÈO(sh¿¿)éõƒoôpÖz£y(c¿¿)íÀÁ┌2▓┐ÀÍ╔õ¥Çú¿NB/T47013.1~13-2015ÿ╦(bi¿ío)£╩(zh¿│n)ú®Öz£y(c¿¿)㬢ڢB����ú¼║©¢Ë¢Ë¯^ÍðÁ─╚▒¤¦░┤ðÈ┘|(zh¿¼)à^(q¿▒)ÀÍ×Ú┴Ð╝y���íó╬┤╚█║¤�����íó╬┤║©═©�����íóùlð╬╚▒¤¦║═êAð╬╚▒¤¦╬Õ¯É���íú
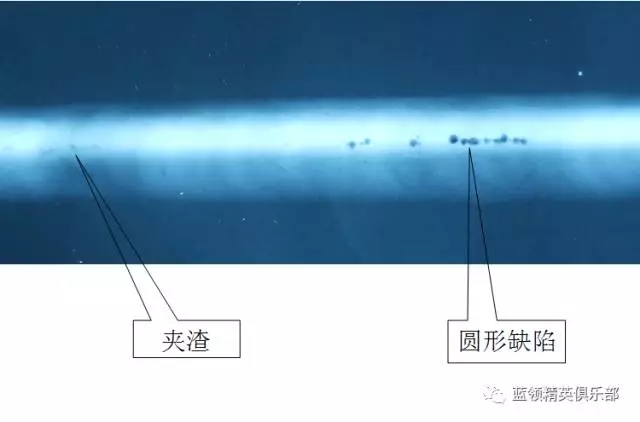
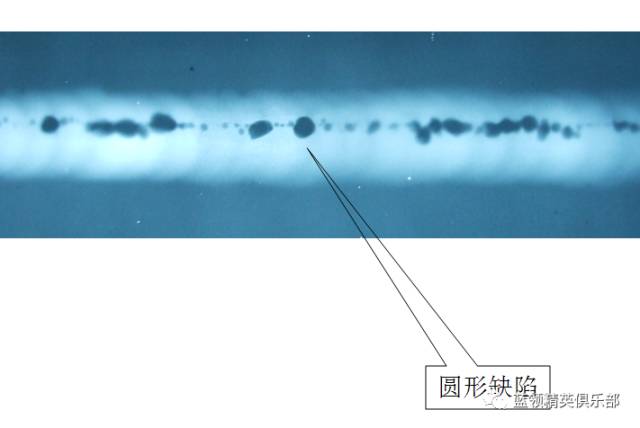
È┌íÂ╔õ¥ÇÖz£y(c¿¿)Èu(p¿¬ng)ã¼íÀÖ┌─┐Íðîó¢Ú¢BÈô╬Õ¯ÉðÈ┘|(zh¿¼)Á─╚▒¤¦│╔Ê‗íó╚▒¤¦Èu(p¿¬ng)ã¼╝╝Ã╔�íóÈu(p¿¬ng)╝ë(j¿¬)À¢À¿ú¼ÀͤÝÈ┌╣ñθÍðË÷ÊèÁ─╔õ¥ÇÖz£y(c¿¿)░©└²�íú▒¥╬─¢Ú¢BêAð╬╚▒¤¦ú¿ÜÔ┐Î����íó├▄╝»ÜÔ┐Î���íóèAȳ��íóèAµuú®Èu(p¿¬ng)ã¼╝╝Ã╔║═╚▒¤¦Â¿┴┐Èu(p¿¬ng)╝ë(j¿¬)�����íú
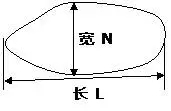
Ê╗���íóêAð╬╚▒¤¦Á─Èu(p¿¬ng)ã¼
╚▒¤¦ÚL(zh¿úng)îÆÍ«▒╚ðíË┌Á╚Ë┌3ú¿L/N<=3ú®ú¼ÃÊÀÃ┴Ð╝y���íó╬┤║©═©║═╬┤╚█║¤╬ú║ªðÈ╚▒¤¦��íúîª(du¿¼)¢Ë¢Ë¯^║©┐p│úÊèÁ─êAð╬╚▒¤¦░³└¿êAð╬ÜÔ┐Î���íóÀâî┘èAȳíóèAµuÁ╚ðÈ┘|(zh¿¼)╚▒¤¦�íú
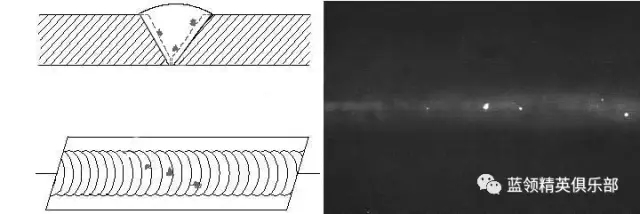
êAð╬╚▒¤¦╩¥ÊÔêD
1íóÜÔ┐Î
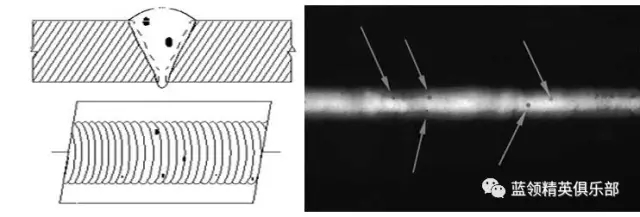
ú¿1ú®ÜÔ┐Î│╔Ê‗
È┌íÂ║©┐pÜÔ┐Îð╬│╔ÖC(j¿®)└Ý╝░│¼┬òÖz£y(c¿¿)▓¿ð╬╠ÏðÈíÀ╬─ÍðÈö╝Ü(x¿¼)¢Ú¢B┴╦║©┐pÜÔ┐Îð╬│╔Á─È¡Ê‗�íúÜÔ┐ÎÀÍ×Úå╬éÇ(g¿¿)ÜÔ┐Î║═├▄╝»ðÈÜÔ┐Î�����íúÜÔ┐΢ÁÁ═┴╦║©┐pÁ─¢î┘Í┬├▄ðÈú¼¢ÁÁ═║©¢Ë¢Ë¯^Á─Åè(qi¿óng)Â╚���íóÝgðÈÁ╚┴ªîW(xu¿ª)ðÈ─▄����íú
ú¿2ú®ÜÔ┐Î╔õ¥Ç│╔¤±╠ϳc(di¿ún)
ÜÔ┐Îâ╚(n¿¿i)▓┐│õØMÜÔ¾w���ú¼╔õ¥Ç┤®▀^ÜÔ┐ÎÄÎ║§▓╗ò■(hu¿¼)ð╬│╔▓─┘|(zh¿¼)╦Ñ£p�����íúÈ┌╔õ¥ÇÁÎã¼╔¤ÜÔ┐Î│╩░Á╔½░▀³c(di¿ún)���ú¼Íðð─║┌Â╚¦^┤¾íúå╬éÇ(g¿¿)ÜÔ┐Î▀à¥ë¦^£\ã¢╗¼▀^Â╔���ú¼¦å└¬ÊÄ(gu¿®)ät¦^ÃÕ╬·�ú¼├▄╝»ÜÔ┐Î│╔êF(tu¿ón)á¯�����íúÜÔ┐Î┤¾ÂÓ╩ÃÃ‗ð╬Á─ú¼Ê▓┐╔ÊÈËðãõ╦³ð╬á¯�����ú¼ÜÔ¾wÁ─ð╬á¯┼c║©¢Ëùl╝■├▄ÃðËðÛP(gu¿ín)����íú
å╬éÇ(g¿¿)ÜÔ┐Î╚▒¤¦
├▄╝»ðÈÜÔ┐Î
2íóÀâî┘èAȳ
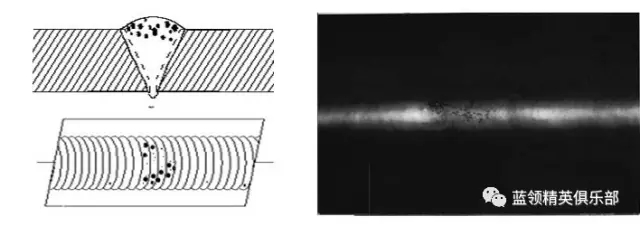
ú¿1ú®èAȳ│╔Ê‗
║©┐pèAȳð╬│╔È¡Ê‗͸ʬËðÊȤ┬Äγc(di¿ún)ú║
È┌║©¢Ë├┐îË║©Á└îËÚgÃÕȳ▓╗©╔â¶����ú╗
║©¢ËÙè┴¸▀^ðííó║©¢Ë╦┘Â╚▀^┐ý����ú╗
║©¢Ë▓┘θ▀^│╠▓╗«ö(d¿íng)ú╗
─©▓─ã┬┐┌ÈO(sh¿¿)Ëï(j¿¼)╝Ë╣ñ▓╗«ö(d¿íng)�ú╗
Ê║æB(t¿ñi)¢î┘└õàs╦┘Â╚▀^┐ýÁ╚ú╗
Á┌Ê╗ùl╩Ã║©┐p«a(ch¿ún)╔·èAȳÁ─Í▒¢ËÈ¡Ê‗����ú¼Á┌Â■Á¢Á┌╬ÕùlÈ¡Ê‗╩ÃË╔Ë┌║©È³È┌Ê║æB(t¿ñi)¢î┘Íð©íȳ▓╗╝░òr(sh¿¬)°Üê┴¶È┌║©┐pÍðíú
║©┐pÍð┤µÈ┌Àâî┘èAȳ����ú¼«ö(d¿íng)║©┐p│ð╩▄æ¬(y¿®ng)┴ª▀^│╠ÍðÈ┌èAȳÍ▄ç·ò■(hu¿¼)ð╬│╔┴Ð╝yöU(ku¿░)€╣��ú¼┴Ð╝y░l(f¿í)€╣Á¢Ê╗¿│╠Â╚║©┐pÚ_┴Ð�����íúèAȳç└(y¿ón)ÍÏ¢ÁÁ═┴╦║©¢Ë╝■Åè(qi¿óng)Â╚íóÝgðÈÁ╚┴ªîW(xu¿ª)ðÈ─▄�íú
ú¿2ú®èAȳ╔õ¥Ç│╔¤±╠ϳc(di¿ún)
║©┐p¢î┘░³╣³Í°Àâî┘èAÙs╬´ð╬│╔èAȳíó╔õ¥Ç┤®▀^èAȳËðÊ╗¿Á─╦Ñ£p�ú¼Á½▀h(yu¿ún)▀h(yu¿ún)ðíË┌║©┐p¢î┘îª(du¿¼)╔õ¥ÇÁ─╦Ñ£píú╔õ¥ÇÁÎã¼╔¤èAȳ│╩░Á╔½░▀³c(di¿ún)�ú¼║┌Â╚ÀÍ▓╝ƒoÊÄ(gu¿®)┬╔ú¼¦å└¬▓╗êA╗¼▓╗ÊÄ(gu¿®)ät����ú¼ðí³c(di¿ún)á¯?yu¿ñn)Aȳ¦å└¬¦^▓╗ÃÕ╬·íú
Àâî┘èAȳ
3����íóèAµu
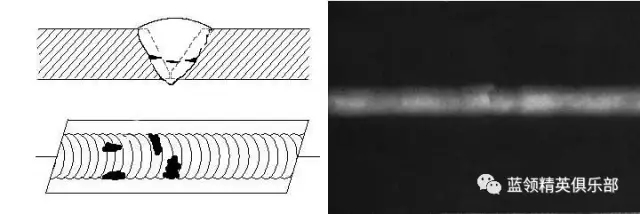
ú¿1ú®èAµu│╔Ê‗
µuÿO│ð¦dÙè┴¸Á──▄┴ª¦^▓¯ú¼▀^┤¾Á─Ùè┴¸ò■(hu¿¼)ʲãµuÿO╚█╗»║═€¶░l(f¿í)���ú¼ãõ╬ó┴úËð┐╔─▄▀M(j¿¼n)╚Ù╚█│Ï���ú¼ð╬│╔èAµu��íú
ú¿2ú®èAȳ╔õ¥Ç│╔¤±
¢î┘µu╔õ¥ÇÁ─╦Ñ£p¤ÁöÁ(sh¿┤)▒╚õô┤¾�ú¼═©▀^¢î┘µu║¾Á─╔õ¥Ç─▄┴┐▒╚õôÁ═�����ú¼─zã¼╬³╩€╔õ¥Ç«a(ch¿ún)╔·Á─╣ÔÙèÎË©³╔┘��íúÈ┌ÁÎã¼╔¤│╔┴┴╔½�ú¼¦å└¬ÃÕ╬·íú
èAµu╚▒¤¦
ÊȤ┬×Úîì(sh¿¬)ÙH╣ñθÍðÁ─╔õ¥ÇÁÎã¼
èAȳ║═êAð╬ÜÔ┐Î╚▒¤¦ÁÎã¼

èAȳÜÔ┐ÎèAµu╚▒¤¦ÁÎã¼
êAð╬╚▒¤¦ú¿µ£á¯ÜÔ┐Îú®ÁÎã¼

├▄╝»ÜÔ┐Î╚▒¤¦ÁÎã¼
ÙpË░Ùp▒┌═©€€?q¿½ng)Að╬╚▒¤¦ÁÎã¼

¤xá¯ÜÔ┐ÎÁÎã¼
Â■��íóêAð╬╚▒¤¦Á─Èu(p¿¬ng)╝ë(j¿¬)
êAð╬╚▒¤¦Á─Èu(p¿¬ng)╝ë(j¿¬)àó┐╝JB/T4730-2005íÂ│ðë║ÈO(sh¿¿)éõƒoôpÖz£y(c¿¿)íÀÁ┌2▓┐ÀÍ╔õ¥ÇÖz£y(c¿¿)ÿ╦(bi¿ío)£╩(zh¿│n)Ív¢Ô�ú¼Èôÿ╦(bi¿ío)£╩(zh¿│n)ÊÄ(gu¿®)¿Á─Èu(p¿¬ng)╝ë(j¿¬)À¢À¿ú║
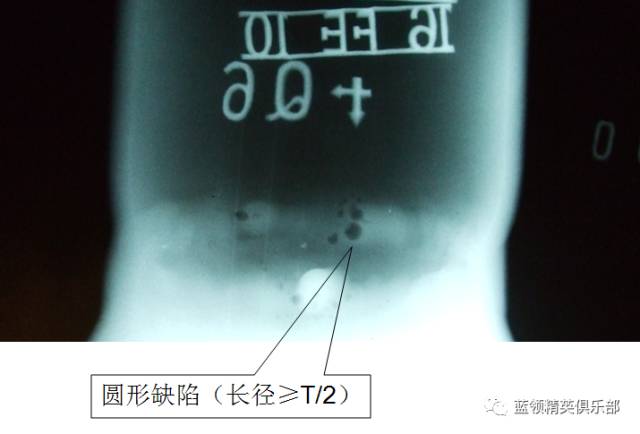
í░5.1.5.1 êAð╬╚▒¤¦Ë├êAð╬╚▒¤¦Èu(p¿¬ng)¿à^(q¿▒)▀M(j¿¼n)ðð┘|(zh¿¼)┴┐ÀÍ╝ë(j¿¬)Èu(p¿¬ng)¿ú¼êAð╬╚▒¤¦Èu(p¿¬ng)¿à^(q¿▒)×ÚÊ╗éÇ(g¿¿)┼c║©┐pã¢ððÁ─¥Ïð╬�����ú¼ãõ│▀┤þÊè▒Ý8���íúêAð╬╚▒¤¦Èu(p¿¬ng)¿à^(q¿▒)æ¬(y¿®ng)▀xÈ┌╚▒¤¦Î¯ç└(y¿ón)ÍÏÁ─à^(q¿▒)Ë‗���íú
5.1.5.2 È┌êAð╬╚▒¤¦Èu(p¿¬ng)¿à^(q¿▒)â╚(n¿¿i)╗‗┼cêAð╬╚▒¤¦Èu(p¿¬ng)¿à^(q¿▒)▀à¢þ¥Ç¤Ó©¯Á─╚▒¤¦¥¨æ¬(y¿®ng)äØ╚ÙÈu(p¿¬ng)¿à^(q¿▒)â╚(n¿¿i)��íúîóÈu(p¿¬ng)¿à^(q¿▒)â╚(n¿¿i)Á─╚▒¤¦░┤▒Ý9Á─ÊÄ(gu¿®)¿ôQ╦Ò×Ú³c(di¿ún)öÁ(sh¿┤)�ú¼░┤▒Ý10Á─ÊÄ(gu¿®)¿Èu(p¿¬ng)┼ð║©¢Ë¢Ë¯^Á─┘|(zh¿¼)┴┐╝ë(j¿¬)äe�����í�úí░

▒Ý8 ╚▒¤¦Èu(p¿¬ng)¿┐‗

▒Ý9 ╚▒¤¦³c(di¿ún)öÁ(sh¿┤)ôQ╦Ò▒Ý
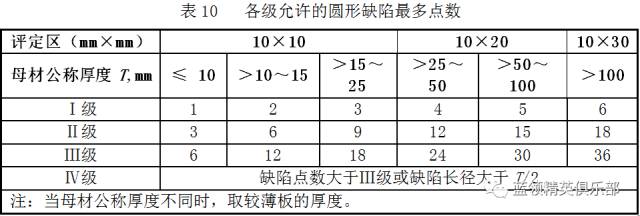
▒Ý10 ╚▒¤¦Èu(p¿¬ng)╝ë(j¿¬)▒Ý
┼e└²€f├¸ú║
└²ÎËú║╚¶─©▓─╣½ÀQ║±Â╚ú¿─©▓─£y(c¿¿)┴┐║±Â╚ú®×Ú19mmú¼╩Τ╚┼ðöÓÁÎã¼╔¤Á─╚▒¤¦ÀÃ┴Ð╝y�����íó╬┤║©═©║═╬┤╚█║¤╬ú║ªðÈ╚▒¤¦����íúÈ┘©¨ô■(j¿┤)▒Ý8▓╔Ë├10í┴10Á─€²À¢ð╬Èu(p¿¬ng)¿┐‗�����ú¼┐‗Îíίç└(y¿ón)ÍÏÁ─▓┐╬╗���ú¼£y(c¿¿)┴┐╚▒¤¦Á─ÚL(zh¿úng)Â╚�íú╚¶È┌ÈôÈu(p¿¬ng)¿┐‗â╚(n¿¿i)ÀÍäeËð¥Ä╠û(h¿ño)×ÚAíóB����íóCíóD╦─éÇ(g¿¿)╚▒¤¦����ú¼£y(c¿¿)┴┐ÚL(zh¿úng)Â╚ÀÍäe×Ú3mmíó4mm���íó2mm����íó5mm��íú
©¨ô■(j¿┤)▒Ý9ôQ╦Ò│╔³c(di¿ún)öÁ(sh¿┤)ÀÍäe×Ú3éÇ(g¿¿)����íó6éÇ(g¿¿)íó2éÇ(g¿¿)�����íó10éÇ(g¿¿)�����ú¼┐é╣▓³c(di¿ún)öÁ(sh¿┤)¤Ó╝Ë×Ú3+6+2+10=21éÇ(g¿¿)³c(di¿ún)íú─©▓─║±Â╚×Ú18mm��ú¼╣▓ôQ╦Ò×Ú21éÇ(g¿¿)³c(di¿ún)┤¾Ë┌IIIÁ─ί┤¾³c(di¿ún)öÁ(sh¿┤)18��ú¼©¨ô■(j¿┤)▒Ý10Èu(p¿¬ng)×ÚIV╝ë(j¿¬)���íú╚¶‗×(y¿ñn)╩€Á╚╝ë(j¿¬)×ÚIII╝ë(j¿¬)�ú¼ätÈô║©¢Ë╝■║©┐p┘|(zh¿¼)┴┐▓╗║¤©±���íú
éõÎóú║
1����íó>1-2▒Ý╩¥����ú¼┤¾Ë┌1ÃÊðíË┌Á╚Ë┌2ú¿ÈôÀÂç·░³║¼2▓╗░³║¼1ú®�����íú
2���íóË╔Ë┌▓─┘|(zh¿¼)╗‗¢Y(ji¿ª)ÿï(g¿░u)Á╚È¡Ê‗,▀M(j¿¼n)ððÀÁðÌ┐╔─▄ò■(hu¿¼)«a(ch¿ún)╔·▓╗└¹║¾╣¹Á─║©¢Ë¢Ë¯^�����ú¼¢ø(j¿®ng)║¤═¼©¸À¢═¼ÊÔ���ú¼©¸╝ë(j¿¬)äeÁ─êAð╬╚▒¤¦³c(di¿ún)öÁ(sh¿┤)┐╔À┼îÆ1³c(di¿ún)í½2³c(di¿ún)����íúú¿▒╚╚þÈ┌£y(c¿¿)┴┐êAð╬╚▒¤¦³c(di¿ún)È┌ôQ╦Ò│╔³c(di¿ún)öÁ(sh¿┤)�����ú¼╚¶³c(di¿ún)öÁ(sh¿┤)×Ú18,─©▓─║±Â╚×Ú19mm����ú¼ç└(y¿ón)©±░┤€€J(r¿¿n)B/T4730.2-2005ÿ╦(bi¿ío)£╩(zh¿│n)Á─Èu(p¿¬ng)╝ë(j¿¬)▒ÝÈu(p¿¬ng)×ÚIV╝ë(j¿¬)íú╚¶À┼îÆ1³c(di¿ún)�ú¼ät×Ú17³c(di¿ún)Èu(p¿¬ng)×ÚIIIíúú®
3�íóîª(du¿¼)Í┬├▄ðÈʬþ©▀Á─║©¢Ë¢Ë¯^ú¼ÍãÈýÀ¢ÁÎã¼Èu(p¿¬ng)¿╚╦åTæ¬(y¿®ng)┐╝æ]îóêAð╬╚▒¤¦Á─║┌Â╚θ×ÚÈu(p¿¬ng)╝ë(j¿¬)Á─Ê└ô■(j¿┤)����ú¼îó║┌Â╚┤¾Á─êAð╬╚▒¤¦Â¿┴x×Ú╔¯┐Î╚▒¤¦,«ö(d¿íng)║©¢Ë¢Ë¯^┤µÈ┌╔¯┐Î╚▒¤¦òr(sh¿¬)����ú¼║©¢Ë¢Ë¯^┘|(zh¿¼)┴┐Èu(p¿¬ng)×Úó¶╝ë(j¿¬)�����íú
4���íó╚þ¤┬▒ÝÍð╦¨╩¥�����ú¼─©▓─║±Â╚È┌ÊÄ(gu¿®)¿ÀÂç·â╚(n¿¿i)▓╗Ëï(j¿¼)³c(di¿ún)öÁ(sh¿┤)Á─╚▒¤¦│▀┤þ�íú╚¶─©▓─╣½ÀQ║±Â╚×Ú23mm���ú¼«ö(d¿íng)╚▒¤¦ÚL(zh¿úng)Å¢ðíË┌0.5mm���ú¼ätÈô╚▒¤¦▓╗Ëï(j¿¼)╚Ù³c(di¿ún)öÁ(sh¿┤)ôQ╦Òíú
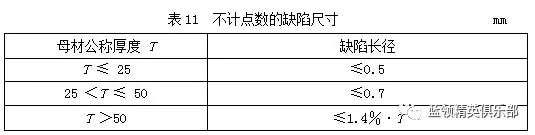
╚▒¤¦▓╗Ëï(j¿¼)³c(di¿ún)öÁ(sh¿┤)Á─╚▒¤¦│▀┤þ




